
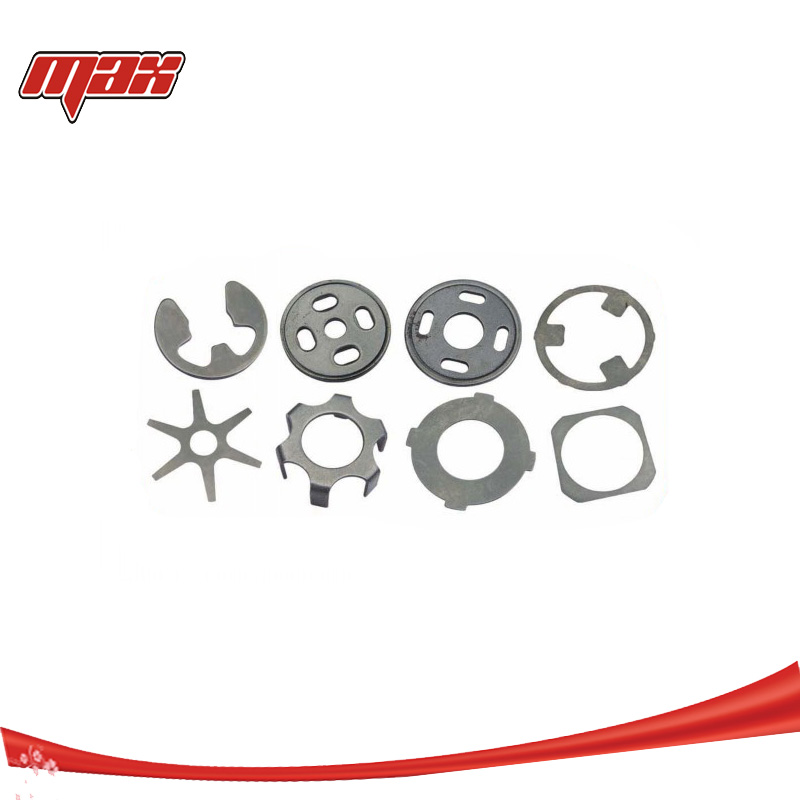
Valvola base in parte sinterizzata in metallo in polvere per ammortizzatore









Caratteristiche del prodotto:
Il pistone e la valvola inferiore forniscono principalmente smorzamento per l'ammortizzatore, la guida dello stelo guida principalmente il movimento dello stelo.
Max Auto è il principale produttore della metallurgia energeticaparti sinterizzate, utilizzare principalmente per componenti di ammortizzatori.
Processo tecnologico: miscelazione polvere – formatura – sinterizzazione – pulizia – trattamento vapore – piegatura-pressatura boccola-ispezione aspetto, imballaggio
Polvere di miscelazione: polvere di Fe – C – Cu mediante setaccio ad alta densità per rimuovere le impurità, miscelatrice automatica con rotazione a 360° per più di 4 ore, per miscelare il materiale in modo uniforme
Stampaggio: stampo di precisione con pressa idraulica CNC automatica per garantire che la densità di tutte le parti soddisfi i requisiti di processo dopo la pressatura.
Sinterizzazione: il prodotto è controllato dal forno di sinterizzazione del tipo a nastro netto, che garantisce le proprietà meccaniche e la durezza dei prodotti per soddisfare i requisiti tecnici.
Immersione in olio: posizionare il prodotto in un recipiente ad alta pressione in modo che l'olio possa penetrare completamente nei pori del prodotto ed evitare la ruggine del ciclo successivo.
Plastica: stampo di precisione con pressa idraulica CNC completamente automatica, la densità del prodotto e le proprietà meccaniche vengono ulteriormente migliorate dopo la pressatura e le dimensioni soddisfano i requisiti del disegno.
Lavorazione: rifinire il foro, la scanalatura e altri dettagli del prodotto.
Pulizia: il nastro in rete adotta una macchina per la pulizia ad ultrasuoni per rimuovere impurità e limatura di ferro.
Trattamento a vapore: il prodotto viene trattato tramite vapore nel forno elettrico, che migliora le proprietà meccaniche del prodotto, e lo strato di ossidazione superficiale aiuta a prevenire la ruggine.
Imballaggio: il pistone è coperto da una macchina a controllo numerico completamente automatica che copre la cinghia di lubrificazione in PTFE.
Boccola di pressione: pressata nella boccola DU.
Ispezione dell'aspetto, imballaggio.
Specifica:
| Dettagli del prodotto | |
| nome del prodotto | Parte sinterizzata in metallo in polvere per ammortizzatore |
| Materiale | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, equilibrio, Cu 1,5-3,9%, C 0,3-0,6% |
| Densità | 6,4-6,9 g/cm3 dopo ossidazione a vapore |
| Durezza | 60-115 HRB, carico 1 kN, diametro della sfera 1/16″ |
| Trattamento della superficie | Ossidazione a vapore, 2 ore, Fe3O4: 0,004-0,005 mm, grado di ossidazione 2-4% |
| Tolleranza non specificata | ISO 2768 – m/H14, h14, +- IT14/2 |
| Aspetto | Nessun sgretolamento, crepe, esfoliazione, vuoti, allentamenti, vaiolature del metallo e altri difetti |
| Flusso di processo | Miscelazione delle polveri – Formatura – Sinterizzazione – Impregnazione con olio – Dimensionamento - Lavaggio ad ultrasuoni – Ossidazione a vapore – Impregnazione con olio – Finale ispezione – (+ boccola DP4 / +fascia in PTFE) Guarnizione |
| Applicazione | Per ammortizzatori di automobili, motociclette e biciclette |
| I nostri vantaggi: | 1. Più degli attuali 3000 stampi, risparmia sui costi dello stampo 2. Certificato ISO/TS 16949:2009 3. Prezzo competitivo 4. Capacità di controllo rigoroso della qualità di APQP, FEMA, MSA, PPAP, SPC |
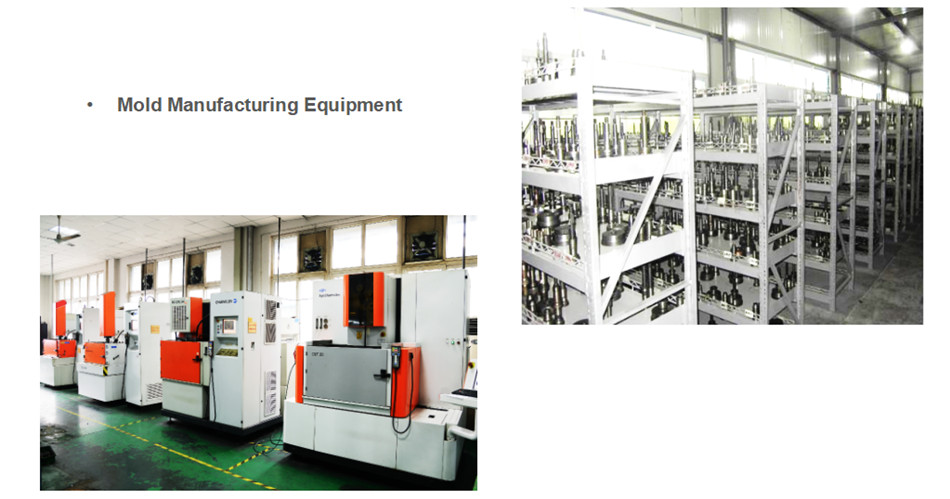
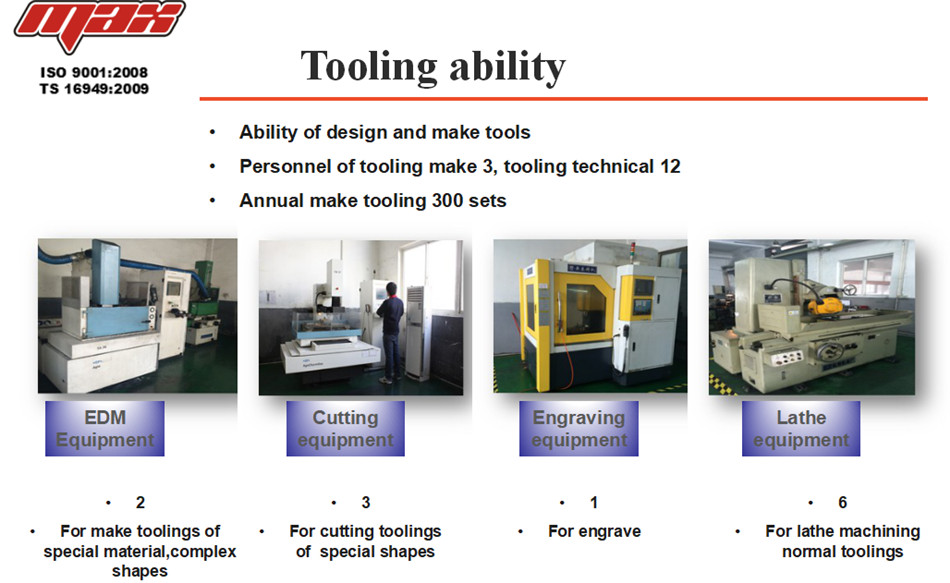
Impianti di produzione



Strutture per gli esami


Categorie di prodotti
-
Spessori personalizzati per rondelle piatte sottili in acciaio inox
-

Toyota AE101, Corolla, VIOS, regolazione dell'altezza di marcia...
-

Tubo senza saldatura CDW/ERW/Cromatura laminata a freddo...
-

Materiale in acciaio antiruggine con trattamento nitrato QPQ ...
-

861412023A ammortizzatore OEM buon prezzo auto p...
-

Ammortizzatori Parti di metallurgia delle polveri (pistone,...





